

High-Capacity Gentle Elevation
Engineered for the Future | Since 2080
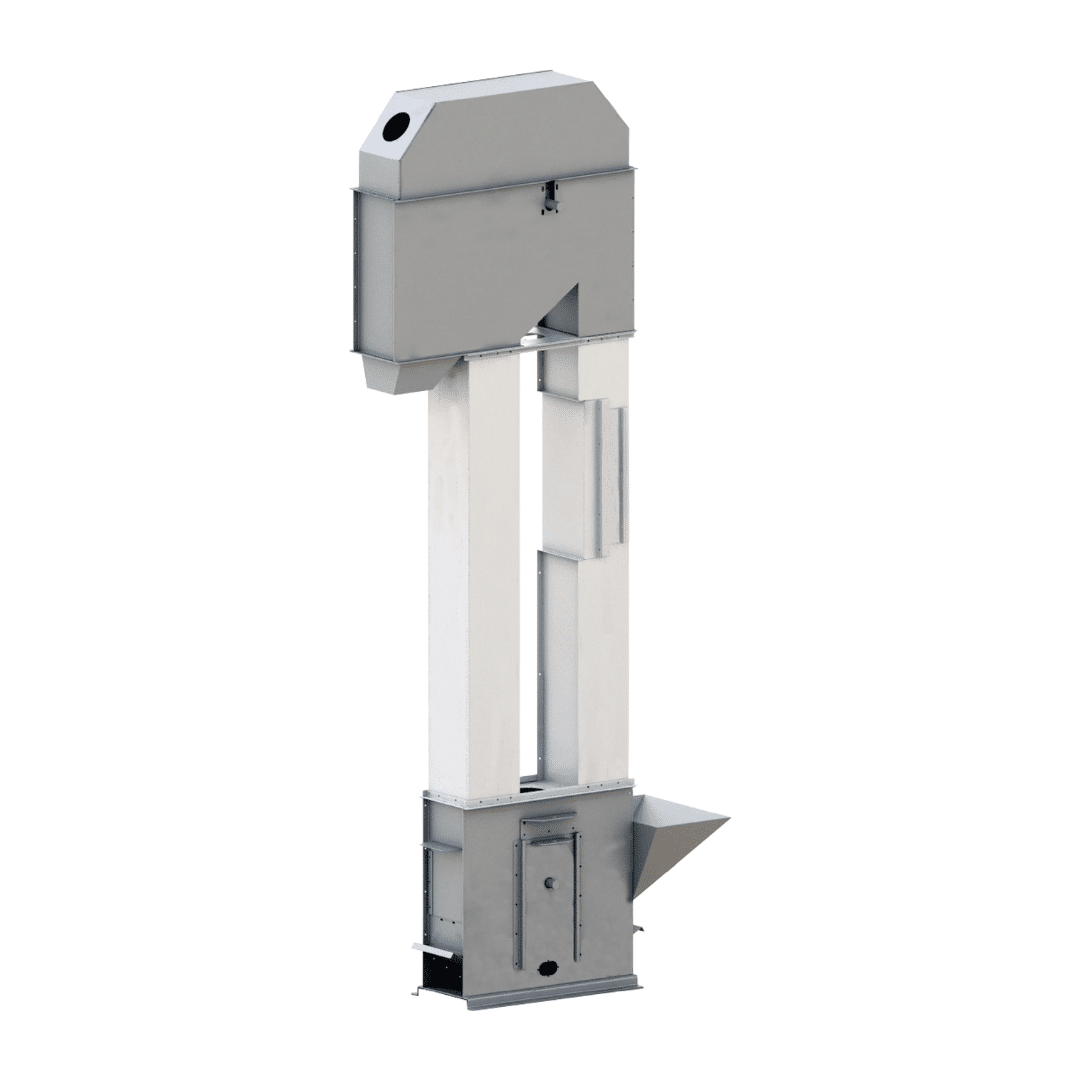
The ADDAMS Continuous Cup Bucket Elevator is a premium vertical conveying system engineered for the gap-free elevation of delicate, fine, or dusty materials. Utilizing a continuous series of overlapping cups mounted on parallel chains or belts, this elevator prevents product spillage and degradation, ensuring clean, controlled discharge that is ideal for food-grade and high-value processing lines.
Technical Specifications and Machine Architecture – Continuous Cup Bucket Elevator
Precision Engineering and Modular Component Data
The ADDAMS system is built for industrial-scale reliability, featuring precision-aligned parallel chains or belts and a modular casing designed for flexible plant integration.
| Feature | Detailed Technical Specification |
| Capacity Range | High-precision throughput from 500 kg/h up to 20,000 kg/h |
| Cup Volume | Customizable sizes ranging from 0.5 to 10 liters per cup |
| Cup Materials | Food-grade plastic, AISI 304/316 Stainless Steel, or Anti-static polymer |
| Drive Power | Energy-efficient gearmotors ranging from 1.1 kW to 11 kW |
| Conveying Media | Heavy-duty polyurethane timing belt or precision roller chain |
| Construction | AISI 304/316 Stainless Steel or Powder-coated Mild Steel |
| Safety Sensors | Rotation sensing, misalignment detectors, and bearing heat sensors |
| Discharge Control | Pneumatic gate or cam-guided mechanical tipping systems |
Operating Principle: The Overlapping Mechanism – Continuous Cup Bucket Elevator
The Mechanics of Gentle, Spillage-Free Vertical Transport
The engineering success of the Continuous Cup Bucket Elevator lies in the elimination of gaps during the material loading and discharge phases through a synchronized overlapping movement.
-
Continuous Feeding: At the intake station, the buckets overlap one another. This interlocking design ensures the material flow is captured entirely by the cups, preventing seeds or powders from falling into the elevator boot.
-
Impact-Free Elevation: The cups travel at a controlled, low-velocity speed. Because the material is not subjected to centrifugal “throwing” forces, fragile coatings and delicate grain structures are perfectly preserved.
-
Mechanical Tipping Discharge: Upon reaching the head section, the cups are guided by a mechanical cam or rail. This allows the buckets to tip slowly and gracefully, letting the product slide into the outlet without velocity-induced damage.
-
Flexible Routing: The system can be configured to discharge at multiple points using pneumatic gates, allowing a single elevator to distribute material to various silos or packaging lines.
Strategic Advantages and Key Features – Continuous Cup Bucket Elevator
Enhancing Product Integrity and Operational Safety
The Continuous Cup Bucket Elevator provides a strategic edge for facilities that prioritize zero product degradation and high sanitary standards.
-
Zero Product Degradation: By utilizing a gravity-based tipping discharge instead of centrifugal force, it protects high-value seeds and polished grains from bruising or cracking.
-
Spillage-Free Design: The overlapping cup configuration eliminates “back-legging,” ensuring that 100% of the material reaches the discharge point without falling back into the casing.
-
Clean and Enclosed Environment: The fully sealed structure reduces contamination and dust generation, making it ideal for food, pharmaceutical, and cleanroom environments.
-
Low Noise and Vibration: Continuous cup flow and smooth mechanical motion reduce mechanical stress on the machine and lower the noise exposure for facility operators.
-
Advanced Monitoring Systems: Integrated sensors for rotation, bearing heat, and belt misalignment prevent mechanical failures and ensure 24/7 operational safety.
Industries Served with ADDAMS Continuous Cup Bucket Elevator Solutions
Specialized Vertical Transport for High-Value Sectors
The Continuous Cup Bucket Elevator is a vital asset for facilities where material purity and physical perfection are non-negotiable standards.
-
Seed & Grain Processing: Safe elevation for film-coated, pelleted, and export-grade seeds where germination integrity is critical.
-
Tea, Spice & Herbal Manufacturers: Moving loose-leaf tea, dried herbs, and ground spices without crushing delicate organic structures.
-
Food Ingredients & Additives: Dust-tight handling of baking powders, salt, sugar, milk powders, and protein flours.
-
Nutraceutical & Pharmaceutical: Bulk handling of tablets, capsules, and functional powders in GMP-compliant facilities.
-
Snack & Cereal Facilities: Transporting puffed grains and specialty flakes that are highly susceptible to breakage.
Frequently Asked Questions – Continuous Cup Bucket Elevator Systems
Why is the “Continuous” design better for handling fine powders?
In standard elevators, the air turbulence created by spaced buckets can cause fine powders to swirl and spill. The Continuous Cup Bucket Elevator forms a solid column of cups, which minimizes air movement and ensures that fine materials stay contained within the cups for a dust-free transfer.
How does this system prevent the “Seed Bruising” common in other elevators?
Seed bruising occurs during high-speed centrifugal discharge. Our system uses a low-speed, cam-guided tipping mechanism. This allows the seeds to slide out of the bucket via gravity, ensuring the seed embryo and delicate coatings remain 100% intact.
Can the Continuous Cup Bucket Elevator handle multiple discharge points?
Yes. We can engineer the system with multiple discharge modules along a horizontal run. Using pneumatic gates, the elevator can selectively drop material into different packaging hoppers or storage bins based on your PLC’s commands.
Is the equipment suitable for explosive dust environments like flour mills?
Absolutely. We offer ATEX-certified versions of the Continuous Cup Bucket Elevator equipped with explosion relief vents, anti-static cups, and specialized sensors to monitor friction and heat, ensuring total plant safety.
What cup materials are available for food-grade applications?
For food and pharma, we provide cups made from AISI 304/316 Stainless Steel or FDA-approved food-grade polymers. These materials are non-reactive and designed with smooth internal surfaces for easy cleaning and sanitation.
What is the maximum capacity this elevator can reach?
Depending on the cup size and material density, the Continuous Cup Bucket Elevator can handle throughputs ranging from 500 kg/h up to 20,000 kg/h, making it suitable for both specialized boutique lines and high-capacity industrial plants.









Reviews
There are no reviews yet.