

Durable Horizontal Transport of Bulk Grains, Seeds, and Powders
Engineered for the Future | Since 2080
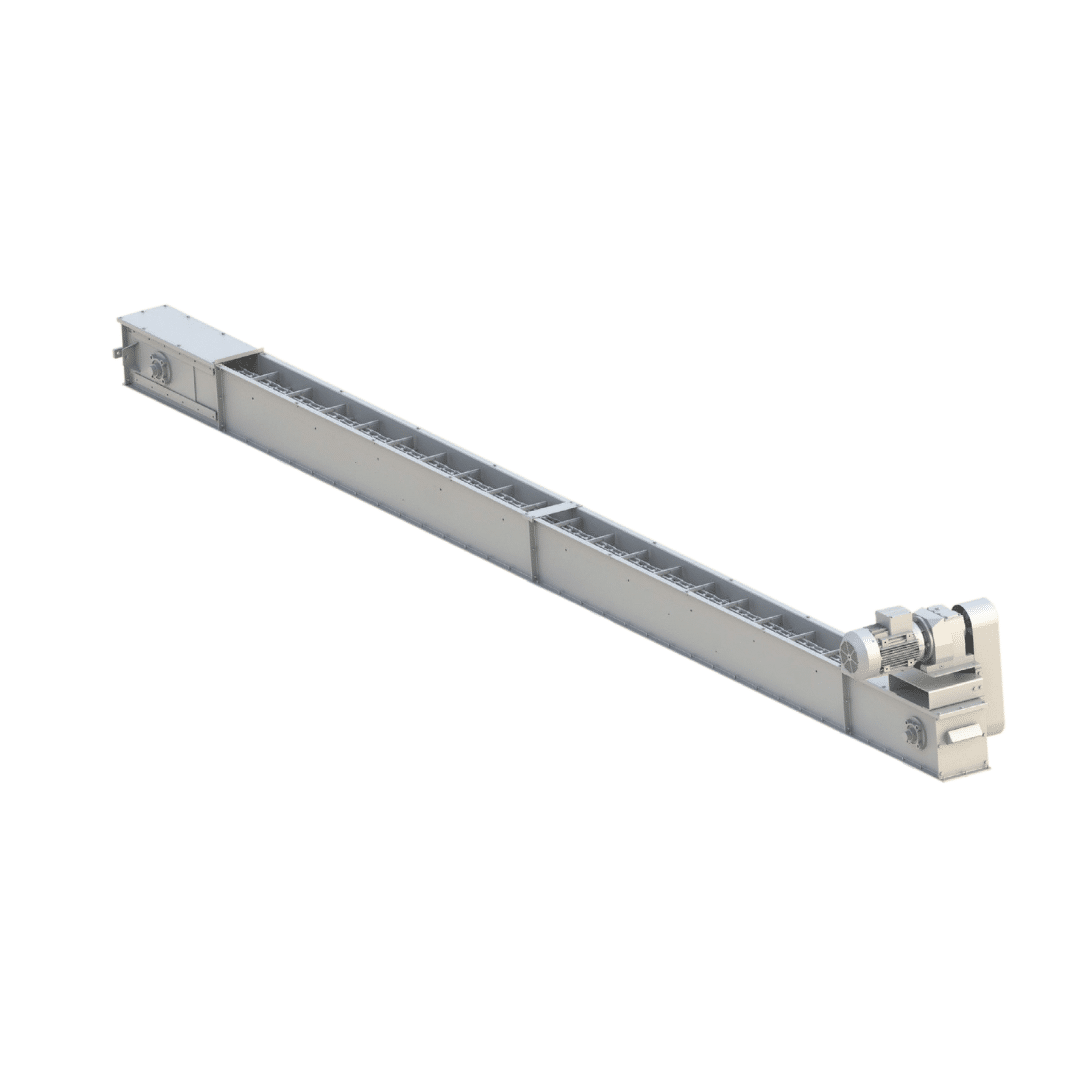
The ADDAMS Chain Conveyor (often referred to as a Drag Conveyor or En-Masse Conveyor) is a heavy-duty material handling system designed for the horizontal or slightly inclined transport of dry bulk solids. By utilizing a continuous chain equipped with flights (scrapers), the system “drags” a settled bed of material along the bottom of a totally enclosed rectangular casing.
This “en-masse” principle allows the material to move as a solid cold mass, which significantly reduces internal friction and turbulence. Whether you are managing high-volume grain intake at a terminal or moving delicate oilseeds between silos, the ADDAMS Chain Conveyor provides a high-capacity, dust-tight solution that protects product integrity while minimizing energy consumption.
Technical Specifications and Machine Architecture
Official Engineering Data and Technical Documentation
The ADDAMS Chain Conveyor is built for industrial endurance. The modular design allows for easy expansion, and the use of abrasion-resistant liners ensures the casing survives the most demanding abrasive grains.
| Feature | Detailed Technical Specification |
| Capacity Range | High-volume throughput from 20 TPH up to 250 TPH |
| Conveying Speed | Controlled low-velocity movement (0.3 – 0.6 m/s) |
| Chain Technology | Forged link, bush chain, or reinforced roller chains |
| Flight Materials | Abrasion-resistant polymer (UHMW-PE) or hardened steel |
| Construction | Heavy-duty Galvanized Steel, Mild Steel, or AISI 304/316 Stainless |
| Inclination | Efficient up to 15° (higher angles available with specialized flights) |
| Drive System | High-torque direct gear motor or chain-coupled drive |
| Safety Sensors | Induction speed sensors, overflow switches, and plug-up detectors |
Operating Principle: En-Masse Material Movement
The Mechanics of Low-Friction Bulk Dragging
Unlike belt conveyors that move the material on top of a surface, the chain conveyor moves the material through a static trough using a series of flights.
-
Material Intake: Product enters through the top of the casing. Because the flights are spaced at regular intervals, the material fills the space between them and settles into a “bed.”
-
The Dragging Phase: As the chain moves, the flights push the bottom layer of the material. Due to the internal friction of the grain, the entire mass moves forward together (en-masse).
-
Gentle Advance: Because the material moves as a single block, there is very little relative movement between the individual seeds or grains, which prevents the “grinding” effect often seen in screw conveyors.
-
Intermediate Discharge: One of the greatest advantages of the chain conveyor is the ability to have multiple discharge gates along the bottom of the trough, allowing for precise distribution into different silos or bins.
Industries We Serve with the ADDAMS Chain Conveyor
High-Performance Movement for Industrial Terminals
The ADDAMS Chain Conveyor is the preferred choice for facilities that require high-capacity transport over long horizontal distances.
-
Silo Intake & Dispatch Terminals: Rapidly moving bulk wheat, corn, or barley from truck/rail unloading pits to storage.
-
Grain & Seed Processing Facilities: Connecting cleaners, graders, and color sorters in a continuous, dust-free circuit.
-
Oilseed Crushing Plants: Transporting soybeans, sunflower seeds, and canola meal after processing.
-
Animal Feed & Pet Food Producers: Handling bulk grains and finished pellets with minimal breakage.
-
Spice & Powder Bulk Lines: Moving coarse spices or blended powders in a fully enclosed, sanitary environment.
Strategic Advantages and Key Features
-
Maximum Product Integrity: The low-speed, en-masse movement is incredibly gentle on fragile seeds and pulses, ensuring that high-value crops reach their destination without splitting.
-
Dust-Tight & Explosion Safe: The fully enclosed design contains all dust within the casing. This is essential for meeting environmental standards and reducing the risk of dust explosions in grain facilities.
-
High Capacity / Low Power: Moving material en-masse is highly efficient. A chain conveyor typically requires less horsepower per ton than a pneumatic system or a screw conveyor of similar capacity.
-
Durability in Abrasive Conditions: With replaceable wear liners made of specialized polymers or hardened steel, our conveyors can handle abrasive products like paddy rice or minerals for years without casing failure.
-
Modular Versatility: Our systems can be configured with bends, inclines, and multiple inlets/outlets to fit the most complex plant architectures.
Chain Conveyor-Frequently Asked Questions (FAQ)
What is the main difference between a Chain Conveyor and a Screw Conveyor?
Chain conveyors are designed for much higher capacities and longer distances (up to 100 meters or more). They are also gentler on the product because they don’t “churn” the material like a screw flight does. Screw conveyors are better for shorter distances and precision dosing.
Can a Chain Conveyor operate on an incline?
Yes, they can operate effectively up to a 15° incline. For steeper angles, we utilize “taller” flights or specialized Z-shaped configurations to prevent material fallback.
How do you prevent the chain from breaking or wearing out?
We use forged and hardened steel chains designed for high tensile loads. Additionally, every ADDAMS conveyor is equipped with a speed sensor that detects if the chain slows down or breaks, automatically shutting down the drive to prevent damage.
Is it suitable for food-grade products?
Absolutely. We offer versions in AISI 304/316 Stainless Steel with food-grade polymer flights, specifically designed for easy cleaning and to meet FDA/GMP standards for human consumption.










Reviews
There are no reviews yet.