

Gentle and Continuous Transport for Seeds, Grains, Herbs, and Bulk Materials
Engineered Transport Solutions | Since 2080
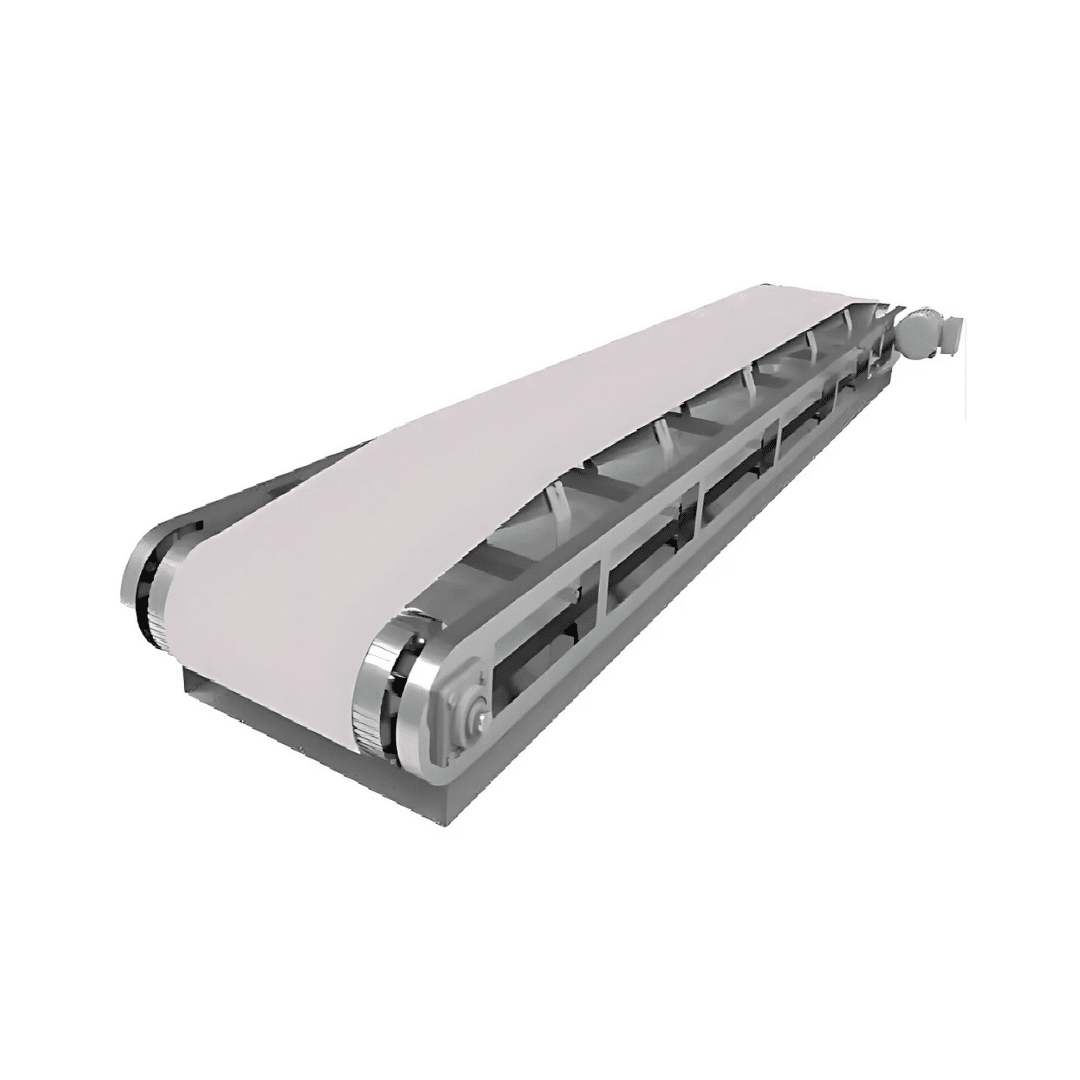
The ADDAMS Belt Conveyor is a robust and efficient material handling solution designed for the horizontal or inclined transport of seeds, grains, herbs, powders, and bulk solids across processing plants. By utilizing a continuous belt loop supported by rollers, this system provides a stable platform that moves material without internal friction or turbulence.
With its gentle handling characteristics, it is ideal for preserving product quality, minimizing breakage, and maintaining clean transfer between machines or storage points. Designed for industrial-scale use, Belt Conveyor systems are fully customizable in length, width, and angle, making them indispensable for modern intake, cleaning, grading, and packing lines.
Technical Specifications and Machine Architecture – Belt Conveyor
Precision Components and Structural Engineering Data
The ADDAMS system is built for industrial-scale reliability, featuring modular frame construction and high-performance drive units tailored to specific volumetric requirements.
| Feature | Detailed Technical Specification |
| Belt Width Options | Industrial standards from 300 mm to 1,200 mm |
| Length Range | Custom-built sections up to 30 meters or more |
| Incline Angle | 0° (Horizontal) to 45° (with Cleated/Chevron belts) |
| Drive Power | High-torque motors ranging from 0.75 kW to 11 kW |
| Construction | Mild Steel, Galvanized, or AISI 304/316 Stainless Steel |
| Belt Materials | PVC, PU (Food Grade), Chevron, or Reinforced Rubber |
| Accessories | Side guide rails, frequency inverters, and discharge chutes |
| Protection | Optional dust-tight covers and weather shielding |
Operating Principle: Continuous Surface Transport – Belt Conveyor
The Mechanics of Friction-Based Material Advance
The engineering success of the Belt Conveyor lies in its ability to transport material statically on a moving surface, eliminating the “grinding” effect found in other systems.
-
Loading and Distribution: Material is fed onto the belt via an intake hopper. The use of side skirts ensures the product is centered and prevents spillage during the initial acceleration.
-
Stable Conveying: The belt is supported by a series of idler rollers or a slider bed. Because the product remains stationary relative to the belt surface, there is zero friction between individual grains, preserving polished surfaces and delicate coatings.
-
Inclined Lifting: For vertical transitions, cleated or chevron belts create “pockets” that lock the material in place, allowing for efficient transport at angles up to 45° without backflow.
-
Controlled Discharge: As the belt passes over the head pulley, the material is released into a discharge chute. The speed can be regulated via a VFD (Variable Frequency Drive) to match the intake capacity of downstream machines.
Strategic Advantages and Key Features – Belt Conveyor
Maximizing Throughput and Preserving Product Quality
The Belt Conveyor provides a strategic edge for facilities that require high-speed movement while maintaining strict quality control standards.
-
Gentle Product Handling: Prevents kernel damage, dust formation, and skin peeling, which is critical for high-value seeds and premium food products.
-
Modular and Scalable Design: The frame can be easily extended or reconfigured to adapt to changing facility layouts or new processing stages.
-
Hygienic and Food-Safe: Utilizing FDA-approved PU belts and stainless steel construction, the system is ideal for handling human-grade ingredients and pharmaceuticals.
-
Dust-Tight Enclosures: Optional covers reduce environmental contamination and protect sensitive herbs or powders from moisture and external debris.
-
Low Operational Costs: With few moving parts and high energy efficiency, the Belt Conveyor offers one of the lowest costs per ton of material moved in the industry.
Industries Served with ADDAMS Belt Conveyor Solutions
Versatile Logistics for Bulk Agricultural Solids
The Belt Conveyor is a vital asset across multiple sectors that demand reliable, continuous-duty performance.
-
Grain & Seed Processing: Transporting wheat, maize, and sunflower seeds between cleaning, grading, and color sorting units.
-
Food Ingredient & Spice Manufacturing: Handling flours, spices, and protein powders in a sanitary, controlled environment.
-
Oilseed and Nut Processing: Moving soybeans, almonds, and hazelnuts with minimal impact to prevent oil bruising or shell cracking.
-
Herbs & Leaves Handling: Gentle transport for moringa, mint, and stevia to prevent the crushing of delicate dried leaves.
-
Warehouse & Packing Terminals: Connecting storage silos to high-speed packaging stations and bulk loading docks.
Frequently Asked Questions – Belt Conveyor Systems
Which products are most suitable for the ADDAMS Belt Conveyor?
The system is designed for a vast range of dry bulk solids, including seeds, grains, herbs, pulses, nuts, and various powdered materials like flours and spices. It is particularly favored for products where physical appearance and integrity are paramount.
How is product integrity preserved during transport?
Unlike screw or chain conveyors, the Belt Conveyor moves the product on a flat, stable surface. There is no mechanical “agitation” or dragging, which means zero friction between the machine and the product, resulting in nearly 0% breakage.
What is the maximum incline angle for the Belt Conveyor?
Standard flat belts are used for horizontal or slight inclines (up to 15°). For steeper requirements up to 45°, we utilize cleated or chevron belts that provide the necessary grip to lift material vertically without sliding.
How do you manage hygiene and dust control?
We provide optional dust-tight enclosures that seal the conveying path. For food-grade applications, the entire frame is built from AISI 304/316 Stainless Steel, and the belts are made of non-porous, antimicrobial materials.
Can the Belt Conveyor speed be adjusted for different machines?
Yes. All our Belt Conveyor systems can be equipped with Variable Frequency Drives (VFDs). This allows operators to sync the conveyor speed perfectly with the output of a de-huller or the intake of a packaging machine.
Is the Belt Conveyor suitable for outdoor use?
Absolutely. We offer galvanized steel construction and weather-proof covers to protect both the belt and the material from UV rays, rain, and wind, making it ideal for silo-to-warehouse transfers.










Reviews
There are no reviews yet.