





Vertical Lifting of Seeds, Grains, and Bulk Solids with Precision and Care
Engineered for the Future | Since 2080
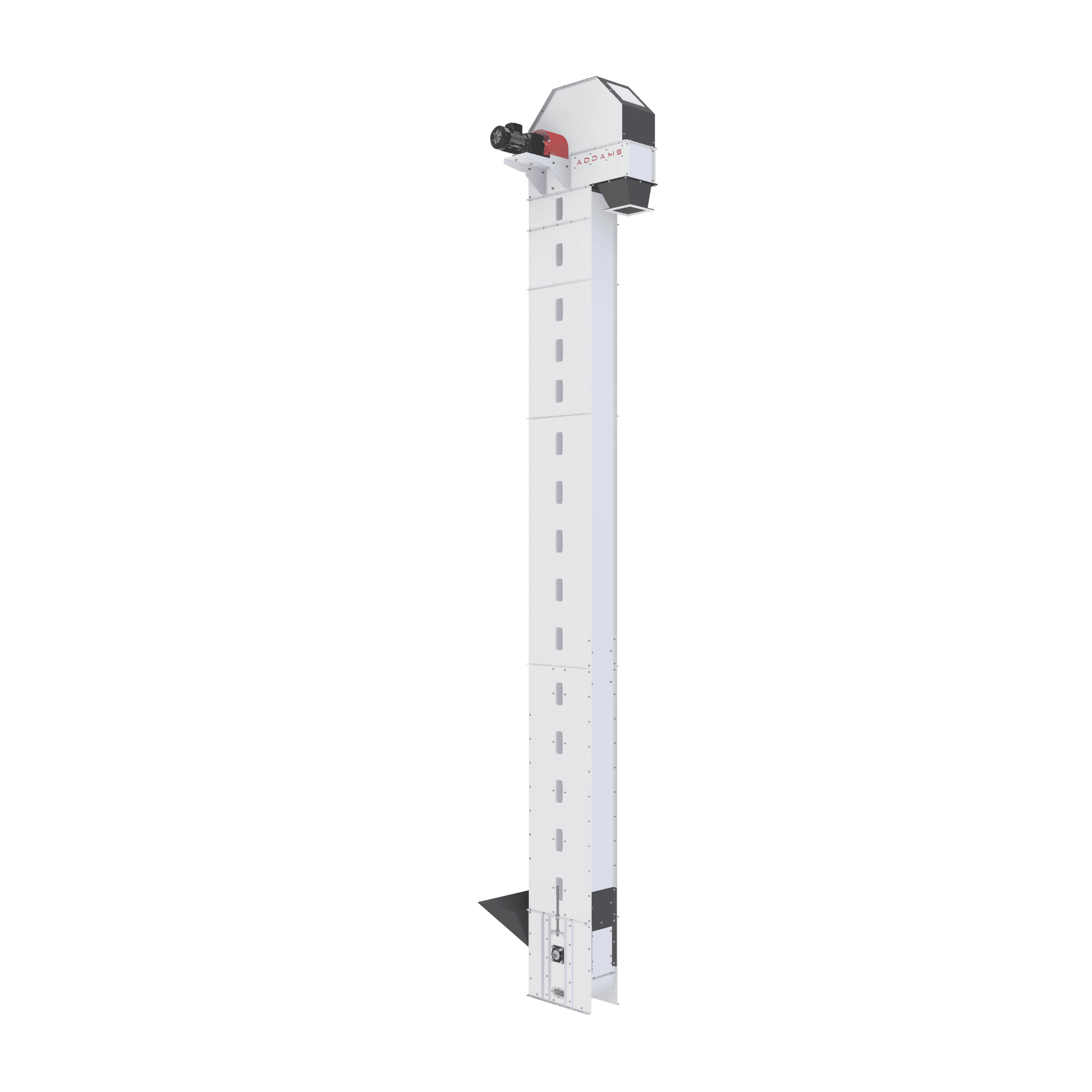
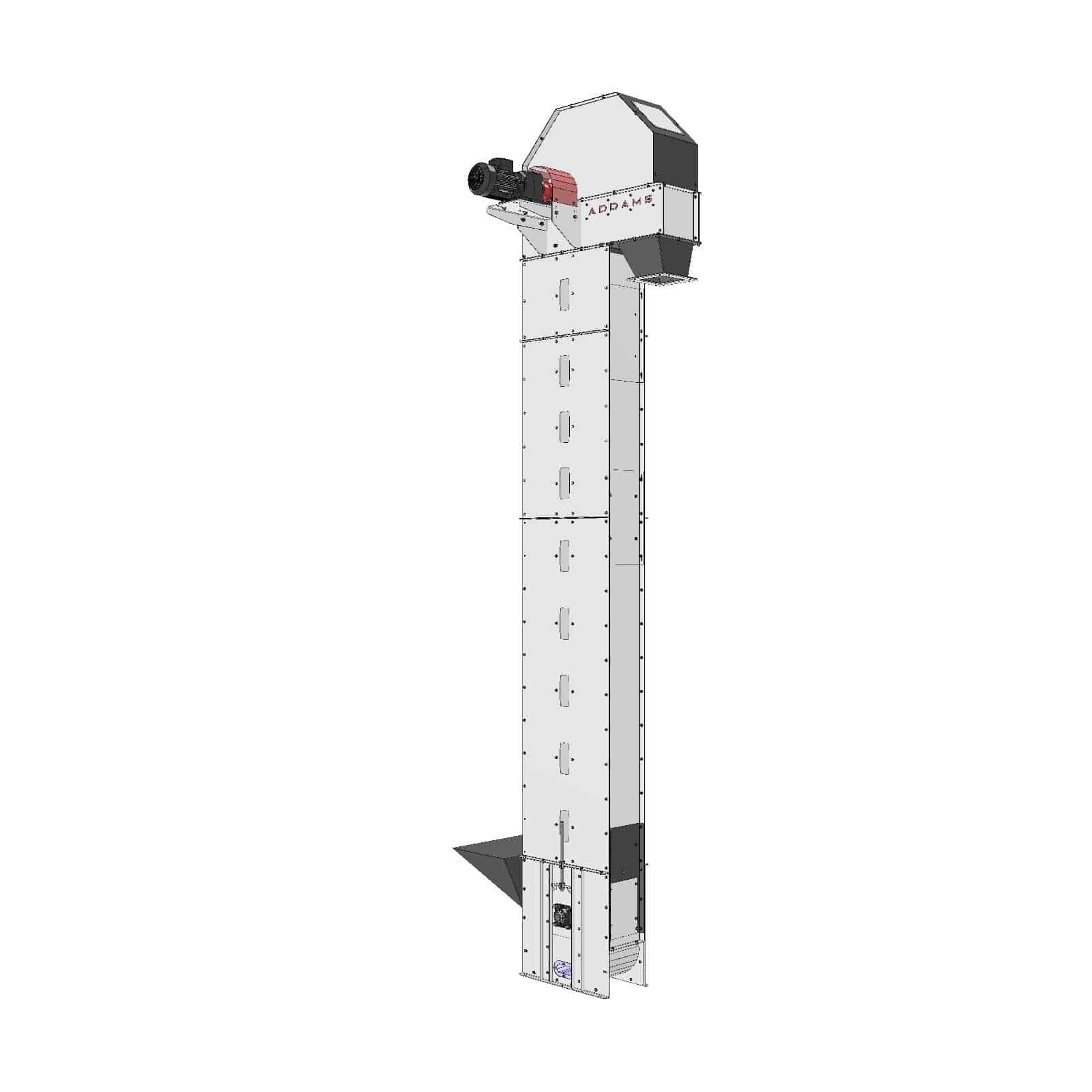
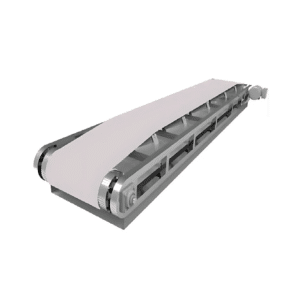
The ADDAMS Bucket Elevator is a high-performance, industrial-grade vertical conveying system specifically engineered for the gentle, dust-free elevation of free-flowing and fragile materials. In modern processing facilities, vertical transport is often the point where most product damage occurs; our system is designed to eliminate this risk. Whether you are lifting high-value hybrid seeds, polished pulses, or fine industrial powders, the ADDAMS elevator provides a controlled, continuous flow that maintains the biological and physical integrity of your product.
Built for maximum durability and hygiene, it provides efficient material transfer between different processing levels—from intake pits to cleaning lines, and from storage silos to final packaging stations—without degradation, spillage, or environmental contamination.
Technical Specifications and Machine Architecture
Official Engineering Data and Technical Documentation
The ADDAMS Bucket Elevator features a modular casing design that allows for flexible height configurations and rapid on-site assembly. Every component, from the high-tensile belt to the precision-balanced pulleys, is selected for long-term industrial reliability.
| Feature | Detailed Technical Specification |
| Capacity Range | High-volume throughput from 1 TPH up to 100 TPH |
| Lifting Height | Custom engineered heights to suit multi-story facility layouts |
| Bucket Materials | Food-grade HDPE, Nylon, Galvanized, or AISI 304/316 Stainless Steel |
| Drive Media | High-tensile antistatic rubber belt or forged link chain systems |
| Motor Power | High-efficiency industrial drives ranging from 1.5 kW to 22 kW |
| Construction | Heavy-duty Painted Carbon Steel, Galvanized, or Stainless Steel |
| Maintenance Access | Large, quick-release inspection doors on both Head and Boot sections |
| Safety Integration | Speed slip sensors, belt alignment monitors, and backstop brakes |
Operating Principle: Vertical Elevation and Discharge
The Mechanics of Efficient and Safe Bulk Flow
The system operates by continuously scooping material at the lowest point (the boot) and transporting it through a sealed environment to the highest point (the head) for discharge.
-
Precision Feeding (The Boot): Material enters the elevator boot through a regulated inlet. The ADDAMS design features a specialized rounded bottom that ensures the buckets scoop every grain, preventing “dead zones” where stagnant material could cause contamination or pest issues.
-
Stable Elevation: The buckets are carried upward by a high-strength belt or chain inside a dust-tight casing. This enclosed environment protects the material from external moisture and dust while preventing product loss into the factory atmosphere.
-
Controlled Discharge (The Head): Upon reaching the head section, the buckets pass over the head pulley. Depending on the material’s fragility, the discharge is tuned to be either Centrifugal (using velocity) or Continuous (using a gentle pour).
-
Clean Return Path: As empty buckets travel down the return side, the enclosed design ensures that any residual “fines” or dust remain within the system, keeping your facility clean and compliant with safety standards.
Industries We Serve with the ADDAMS Bucket Elevator
Versatile Vertical Transport Solutions for Global Sectors
The ADDAMS Bucket Elevator is a critical asset across multiple industries where the safe and vertical movement of bulk solids is a daily requirement.
-
Seed & Grain Processing Plants: Essential for lifting wheat, rice, corn, barley, and sorghum into cleaning, grading, and color sorting machines.
-
Oilseed and Pulse Handling Facilities: Specifically designed for the gentle transport of soybeans, lentils, and chickpeas to prevent splitting and de-hulling during elevation.
-
Flour, Spice, and Powder Plants: Providing dust-tight elevation for fine flours, protein powders, and herbal meals where dust explosion prevention is a priority.
-
Feed & Fertilizer Production Units: Continuous, heavy-duty lifting for bulk minerals, pellets, and balanced animal nutrition products.
-
Silo Storage & Bulk Logistics Systems: High-capacity movement for loading storage silos, grain terminals, and bulk ship-loading facilities.
Strategic Advantages and Key Features
-
Gentle Product Handling: Low-speed bucket movement combined with smooth transitions at the head section significantly reduces cracking, splitting, or powdering of sensitive materials.
-
Zero Product Degradation: Our “Easy-Dump” configurations ensure that the physical integrity of expensive treated seeds or polished grains is preserved 100%.
-
Enclosed, Dust-Tight Design: The fully sealed casing minimizes product loss and ensures a sanitary, dust-free workplace, which is vital for food-grade and seed applications.
-
Easy-Clean “Hygienic” Boot: The boot section is engineered with a rounded base and quick-release doors, allowing operators to fully clear out residual material in seconds during variety changeovers.
-
High-Capacity & Low-Maintenance: Designed for 24/7 heavy-duty operation, featuring long-lasting bearings, wear-resistant liners, and easy-access points for routine service.
-
Safety & ATEX Compliance: For explosive dust environments, we offer ATEX-certified elevators equipped with explosion relief vents, antistatic belts, and spark-resistant components.
Frequently Asked Questions (FAQ)
What is the main difference between Centrifugal and Continuous discharge?
Centrifugal Discharge elevators operate at higher speeds and use centrifugal force to “throw” the material into the discharge spout; these are ideal for durable, free-flowing grains. Continuous Discharge (Easy Dump) elevators operate at much lower speeds, allowing the material to flow gently over the back of the preceding bucket, which acts as a slide. This is essential for fragile seeds and snacks to prevent impact damage.
How do you prevent cross-contamination when switching between different crops?
Our “Easy-Clean” boot design is specifically engineered for this purpose. Unlike traditional square-bottom boots where seeds can get trapped, our rounded boot ensures a complete scoop. Furthermore, the quick-release inspection doors allow for immediate visual verification and cleaning before a new batch begins.
Is the elevator safe for explosive dust environments like flour mills?
Yes. For handling fine grain dust or flour, ADDAMS provides ATEX-certified elevator models. These are equipped with explosion relief panels to safely direct pressure away from the building, antistatic belts to prevent sparks, and specialized sensors to monitor heat and alignment.
Are the buckets and belts customizable for specific chemicals or oily seeds?
Absolutely. We offer various belt materials (oil-resistant, heat-resistant, or food-grade) and bucket materials (including anti-static HDPE, nylon, or stainless steel) to suit the chemical and physical characteristics of your material.









Reviews
There are no reviews yet.