



Cyclone Dust Collector – High-Efficiency Particle Separation for Air Filtration Systems
Engineered for the Future | Since 2080
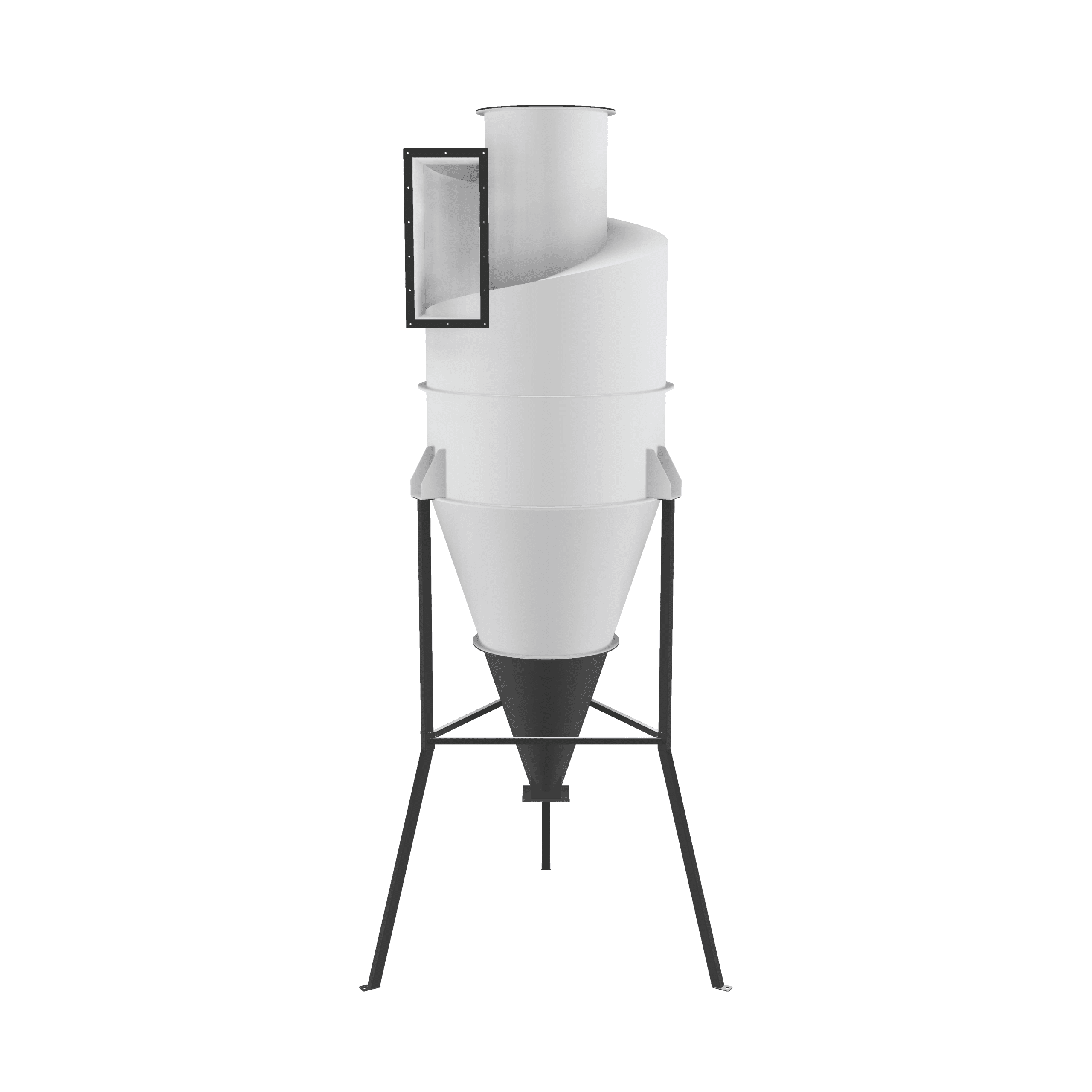
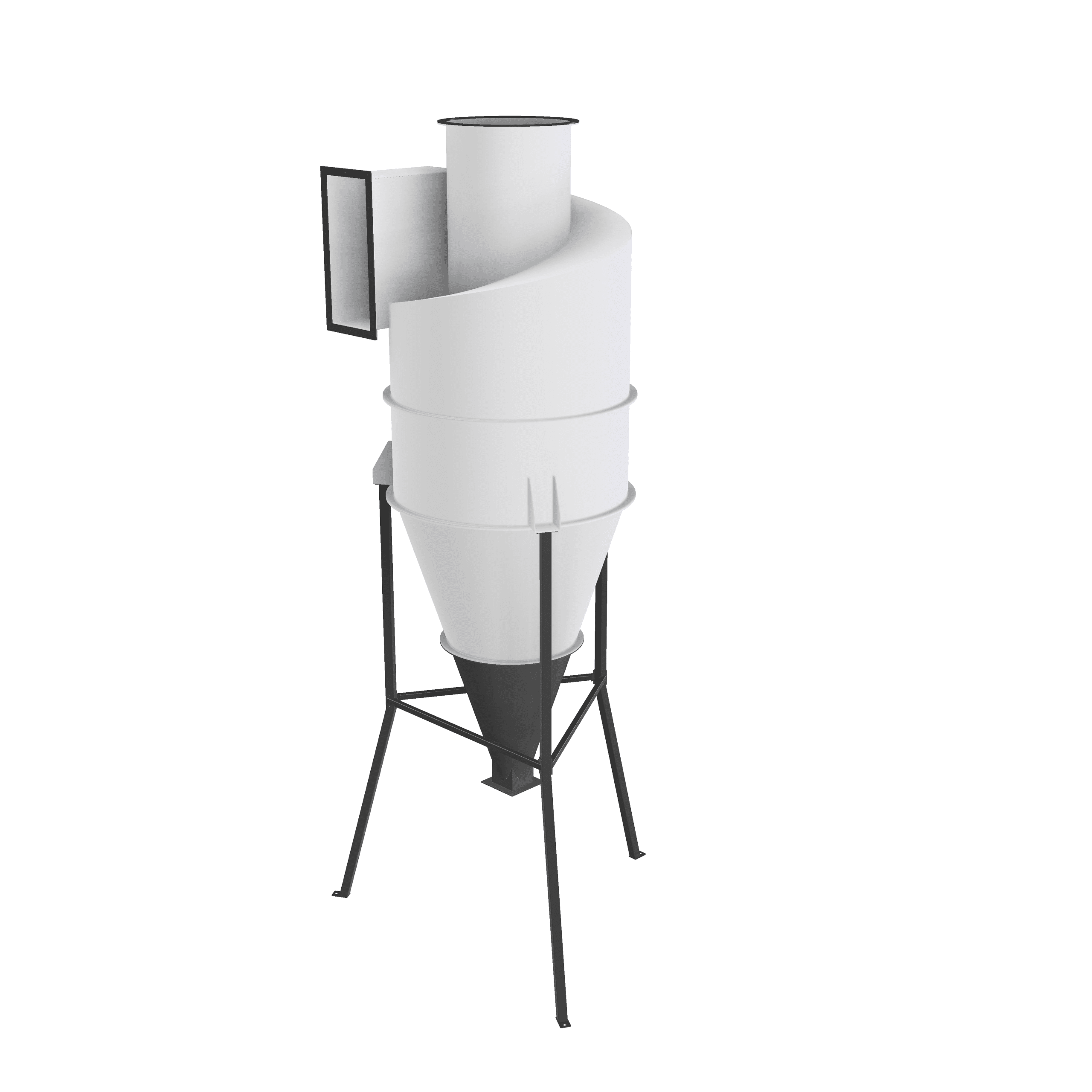
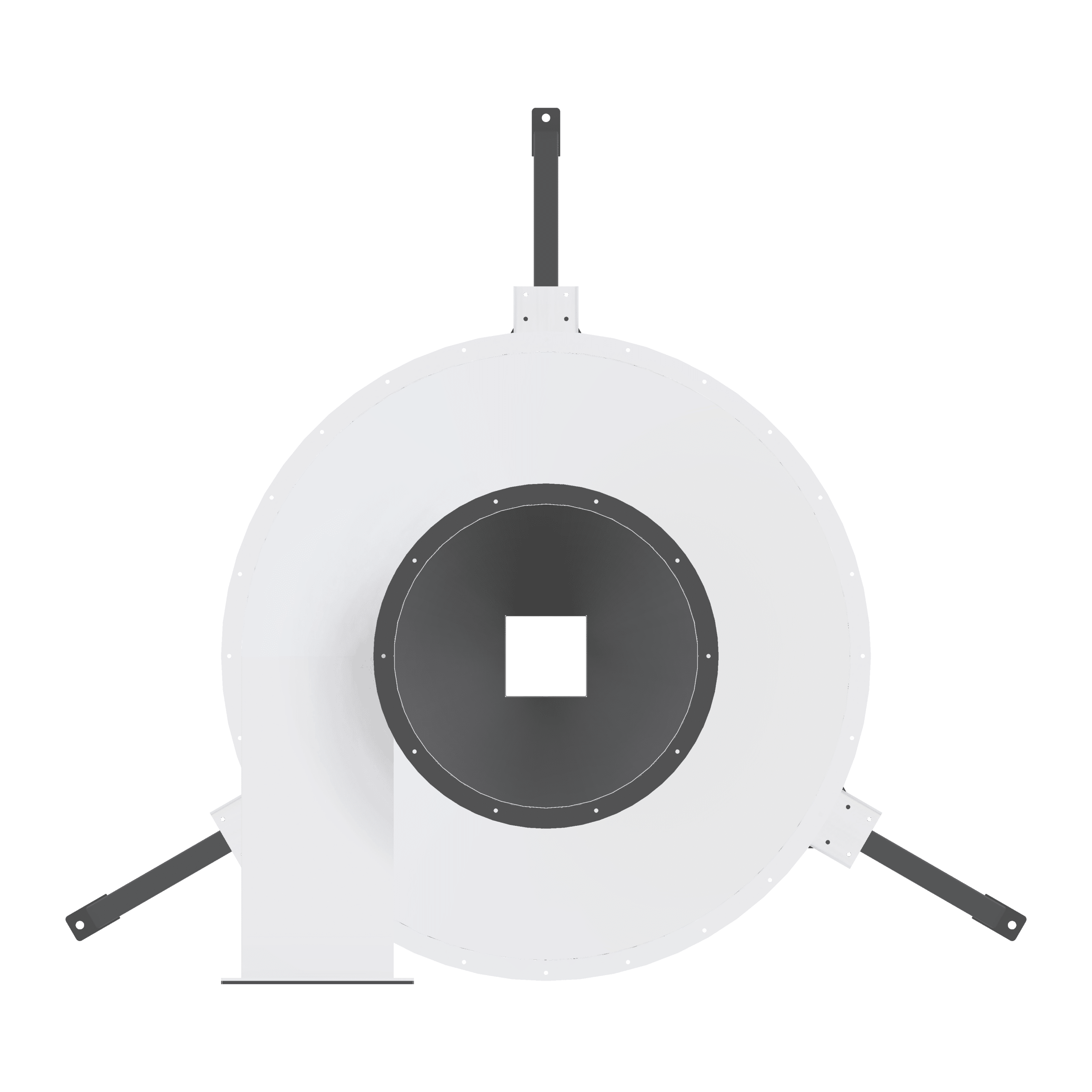
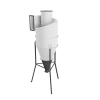
The ADDAMS Cyclone Dust Collector is a high-efficiency mechanical air separator designed to remove dust, husk, light particles, and fines from processing airflow using centrifugal force. Operating without filter elements, it delivers reliable particle separation with minimal maintenance—making it an ideal solution for seed and grain cleaning plants, pneumatic conveying systems, aspiration lines, and bulk material ventilation setups.
Compact, powerful, and built for continuous operation, the ADDAMS Cyclone ensures cleaner air streams, protects downstream equipment, and improves overall plant hygiene and efficiency.
Cyclone Dust Collector Overview
Filter-Free Dust Separation by Centrifugal Force
The cyclone creates a high-velocity vortex that forces heavier particles toward the outer wall, where they fall into the collection cone, while clean air exits through the outlet.
Reliable Performance in Dust-Heavy Environments
Designed for coarse and medium dust loads, the cyclone significantly reduces the burden on fans, filters, and secondary dust collectors.
Working Principle of the Cyclone Dust Collector
Vortex-Based Particle Separation
Incoming dusty air enters tangentially, creating a rotating airflow that separates particles by mass and inertia.
Continuous Operation Without Filtration Media
Because no filter elements are used, airflow remains stable and performance does not degrade over time due to clogging.
Key Features of the ADDAMS Cyclone Dust Collector
Efficient Centrifugal Separation
Removes approximately 80%–95% of airborne particles, depending on particle size and system configuration.
Filter-Free, Low-Maintenance Design
No filter replacement required—only periodic discharge of collected dust or husk from the cone section.
Heavy-Duty Steel Construction
Manufactured from galvanized steel, powder-coated carbon steel, or AISI 304 / 316 stainless steel for abrasive, high-load, or food-grade environments.
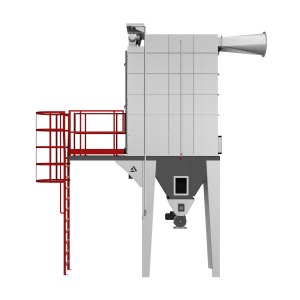
Versatile System Integration
Can be installed inline with fans, mounted on silos, platforms, or connected directly to aspiration ducts.
Modular Inlet and Discharge Configuration
Compatible with standard duct sizes and customizable inlet orientation and dust discharge options.
Applications of Cyclone Dust Collectors
Seed Cleaning Plants
Captures husk, broken seeds, fibers, and light impurities.
Grain Milling Lines
Separates flour dust, bran fines, and coarse airborne particles.
De-Stoning and Air Separation Units
Collects light contaminants removed by aspiration channels.
Pneumatic Conveying Systems
Acts as a dust separator before or after blower fans.
Packaging and Batching Areas
Reduces airborne dust during filling and material transfer.
Why Choose ADDAMS Cyclone Dust Collectors?
• High separation efficiency without filter elements
• Low operating and maintenance costs
• Protects fans, ducts, and downstream filtration systems
• Improves workplace air quality and cleanliness
• Easily integrated into multi-point aspiration systems
Technical Specifications of the Cyclone Dust Collector
System Technical Data
| Specification | Details |
|---|---|
| Air Capacity Range | 500 – 30,000 m³/h |
| Separation Efficiency | 80% – 95% |
| Inlet Diameter Options | Ø100 – Ø600 mm (custom) |
| Construction Materials | Galvanized steel, carbon steel, AISI 304 / 316 |
| Mounting Options | Floor-mounted, wall-mounted, platform-supported |
Dust Discharge Options
• Manual discharge
• Rotary airlock valve
• Sealed dust collection bin
Optional Add-Ons
• Inspection hatches
• Vibration isolators
• ATEX-certified explosion panels
• Dust level sensors
Industries Served
Seed and Grain Processing Plants
Flour and Feed Milling Facilities
Spice and Powder Handling Units
Packaging and Palletizing Zones
Industrial Dust Management Systems
Spin Out the Dust. Breathe in the Performance.
The ADDAMS Cyclone Dust Collector delivers dependable, filter-free dust separation—keeping air clean, equipment protected, and operations running smoothly.
Tailor a Cyclone Dust Collection System for Your Plant
Share your airflow volume, dust characteristics, and installation layout. ADDAMS engineers will select the optimal cyclone size and configuration for your process.
ADDAMS – Vortex Efficiency for the Cleanest Operations. Since 2080.
Frequently Asked Questions – Cyclone Dust Collector
What is a cyclone dust collector used for?
It is used to remove dust, husk, and light particles from airflow in grain processing, seed cleaning, pneumatic conveying, and aspiration systems.
How does a cyclone dust collector work?
It uses centrifugal force to separate particles from air by spinning the airflow in a vortex, causing heavier particles to fall into the collection cone.
Does a cyclone dust collector use filters?
No. Cyclone dust collectors are filter-free systems, which makes them low-maintenance and resistant to clogging.
What separation efficiency can be expected?
Depending on particle size and airflow conditions, efficiency typically ranges from 80% to 95%.
Can it be used with pneumatic conveying systems?
Yes. Cyclones are commonly installed before or after blowers in pneumatic conveying lines to separate material and dust from air.
Is it suitable for food and seed processing plants?
Yes. Stainless steel construction options are available for hygienic and food-grade applications.
Can it be combined with other dust filters?
Yes. Cyclones are often used as a pre-separator before pulse jet filters to reduce dust load and extend filter life.
Why choose ADDAMS Cyclone Dust Collector?
Because it offers reliable dust separation, minimal maintenance, robust construction, and seamless integration into modern air-handling systems.




Reviews
There are no reviews yet.